当您品味“可口可乐”、“百事可乐”、“娃哈哈”,畅饮“青岛”、“百威”之时,可知其中就添加了绿色环保的“凯美特气”?
这种“凯美特气”,便是湖南凯美特气体股份有限公司生产的食品级液体二氧化碳。
湖南凯美特气体有限公司致力于回收利用石油化工企业排放的尾气,生产的产品不仅有食品液体二氧化碳,还包括干冰、氩气、氮气、氢气、甲烷气、一氧化碳等其它气体,为国内工业气体回收利用领域的龙头企业。目前,按照公司战略规划和市场需求,公司已经进入稀有气体生产经营领域,取得了高端气体生产一系列突破性进展和成就。
公司依托化工工业尾气回收,倡导循环经济和绿色化工,是湖南省重点支持的资源综合利用和环境保护友好型示范企业,先后荣获全国五一劳动奖状、高新技术企业、著名商标企业、湖南省省长质量奖等荣誉。2019年公司承接的工业尾气(废气)综合利用循环经济标准化试点项目通过国家发改委、国家标准委专家组评估验收,成为国家第一批循环经济标准化示范企业。2019年6月,国家工信部授予公司为第一批国家级专精特新“小巨人”企业,被誉为绿色环保“小巨人”。
一、绿色环保“小巨人”
“凯美特气变废为宝,发展空间大,市场前景好,希望借助大局大势,加大研发,把企业做大做强,地方党委政府也要优化发展像凯美特气这样的绿色环保‘小巨人’企业。”湖南省副省长、时任岳阳市委书记黄兰香专程前往该公司调研,寄予鼓励和厚望。
公司秉持“成为全球最大的高品质二氧化碳供应商”的愿景、“闭路循环,吃干榨尽石化尾气,打造绿色环保、生态高效的循环经济的绿色工厂”战略计划和“不与社会争资源,不与国家抢能源”的理念,缔造“凯美特”民族品牌。公司回收来自上游的尾气(废气),以“3R”原则(减量化、再利用、再循环)为核心,经过CO2提纯技术、H2回收利用技术、稀有气体分析提纯技术、LNG\LPG生产技术等核心技术,生产出的一部分产品如干冰、液体二氧化碳、液氧和液氩等出售,一部分产品再转入下游进行深加工,最后一部分产品与上游单位合作,返回上游循环利用,属于典型的绿色循环经济模式。通过严格生产工艺控制和完善的管理体系保障,公司生产的产品满足国家对产品中有害物质限制使用的要求,各主要生产工序能耗满足国家、行业或地方发布的能耗限额标准中的限定值要求;同时公司对单位产品碳排放量进行盘查,在采取相应的减排减碳措施,减少二氧化碳排放量,持续改进。
回顾凯美特公司的成长之路,有着割不断的石化“血脉情缘”:原隶属于巴陵石化公司,1991年6月成立,2001年成为中石化系统首批改制分流企业,2007年10月经商务部批准变更为股份公司。公司目前已在湖南岳阳、安徽安庆、广东惠州、福建福源、海南洋浦等地设立尾气回收工厂。
湖南凯美特气体股份有限公司回收并处理上游石化企业的“废气”,变废为宝,通过专利自有技术得到高纯的液体二氧化碳、液氧、液氮、液氩等产品,公司具备液态二氧化碳生产能力50万吨/年, 2019年实际销量超30万吨,相当于种植了1640万棵树。其高端食品气在湖南市场占有率达90%以上,在华中、华南、华北市场平均占有率超过60%,是目前国内最大的二氧化碳系列产品生产厂家。
二、技改创新“废变宝”
公司一直努力秉持绿色生态、环保的理念,通过工艺流程的不断地优化设计和改善,在实现能量利用最优化的同时,生产工艺过程中产生的冷凝水返回循环水池进行循环利用,显著降低原消耗,缓解三废处理的压力,对环境起到积极的作用。
近年进行的节能改造典型案例有:
1、可调节的新型冷量回收与综合利用技术开发与应用
为了进一步降低装置运行能耗,重复利用现有冷量,公司设计了一种可调节的新型冷量回收与综合利用技术,具体来说是将一部分冷量从干燥后预冷调整为干燥前预冷,并通过设定预冷后的气体温度,系统自动调节冷量的分配。与原有方案相比,在回收冷量的同时,减少预冷后CO2中水份含量,延长了干燥器吸附时长,从而降低了干燥器再生电加热器工作时间,达到了节能降耗的目的。
|
|
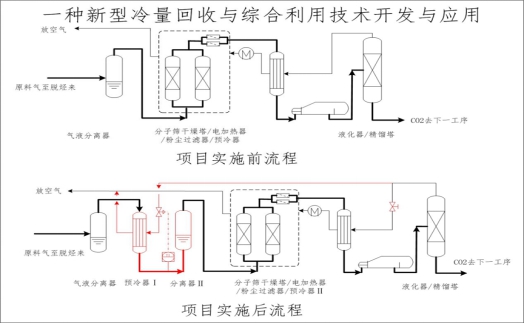
项目实施后干燥前原料气温度由平均32℃调整为26℃,水含量由平均3137ppm降低到2141ppm,降幅约为1000ppm,电加热器加热时长由平均7小时/天降低为4.5小时/天。电加热器全年节约电能超9*104KW·h。
通过该项目实施,达到了节能降耗的目标,年节能超9*104KW·h。
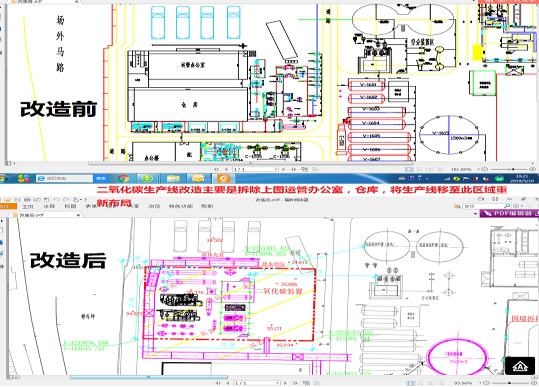
2、湖南凯美特二氧化碳装置节能优化改造
2018年湖南凯美特公司投资3290万元对二氧化碳装置进行节能优化改造,淘汰部分老旧设备、优化设备布局,有效解决了二氧化碳生产装置部分设备老旧和设备布局不尽合理导致的能耗高的问题,达到节能减排的效果,此项目预计2020年6月完工后,将取得一系列成果:
(1)通过管道重新布局,生产装置改造成可切换生产的生产线,分别生产普通食品级CO2和高纯食品级CO2,设备重新布局,使用氨设备尽量靠近制冷系统,提高冷量利用率。改造后可解决布局不合理造成的高负荷情况下系统阻力大、能耗高的现状。
(2)通过新购一台大型冰机代替现有两台20型小冰机。经计算,在提供装置相同所需制冷量的情况下,初步估算可降低冰机功率30-40KW/h。
(3)采用实时流量计计量、现场PLC控制器控制下的自动充装系统替代现有的手动充装,减少充装损耗和减轻充装人员的劳动强度,大幅提高工作效率和工作质量。
(4)通过新增立式真空保冷液氧罐,降低了低负荷情况下装置液氧来源的瓶颈,从而有效解决了目前装置液氧损耗大的难题。
(5)对各类老旧高能耗设备替换成新的节能设备,不但彻底解决了能耗高的问题,也消除了老旧设备的安全隐患。
二氧化碳装置改造现场图


拆除前管廊架下脱烃设备 拆除管廊架下脱烃设备


移位后的填干燥器 移位后的再沸器与提纯塔
改造前后对比照片
3、采用新式节能设备取代原低效设备,大幅节约电力资源
(1)使用新式变压器取代原低效变压器,降低变压损耗。




(2)主设备使用高压电机替代高耗能低压电机,降低电机电耗。

公司持续关注“绿色工厂”创建,将该工作纳入公司总体生产和经营战略,进行科学合理的规划,从合规合法经营、重视基础设备、加强管理体系建设、减少资源能源投入、关注产品绿色化、加强环境保护等几方面着手,明确发展目标,从环保、节能、循环经济、低碳、产品等方面加强建设,推进企业持续性的绿色低碳发展,为“美丽中国”建设,实现“中国梦”,做出企业应有贡献。
